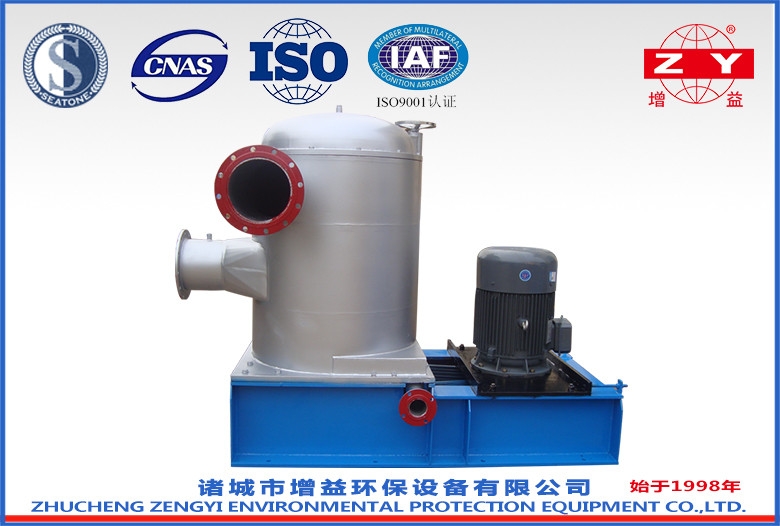
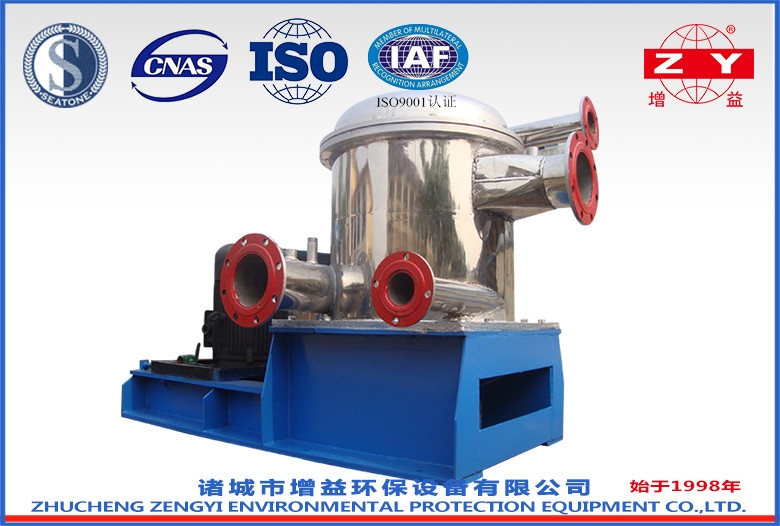
一、概 述: UV型升流压力筛式我公司根据进口样机技术研制开发出来的一种新型再生纸浆筛选设备。该设备针对再生纸浆中杂质的特性设计为升流式结构,可广泛应用于各种废纸浆的粗筛、精筛及纸机前浆料的筛选,具有无可比拟的良好工作性能和可靠性,使各种国产压力筛用于再生浆处理的更新换代产品。 二、主要技术参数 型 号 UV50 UV100 UV200 UV300 UV400 UV500 筛孔尺寸mm ∮1.1—∮5 筛缝尺寸mm H0.15—1 筛选面积m2 0.3 0.6 0.8 1.2 2 2.5 筛鼓规格mm Φ406×258 Φ602×311 Φ602×425 Φ598×646 Φ756×836 Φ756×1048 进出浆浓度% 0.2-6 0.2-6 0.2-6 0.2-6 0.2-6 0.2-6 进浆口径mm Φ150 Φ200 Φ250 Φ300 Φ350 Φ350 出浆口径mm Φ 150 Φ200 Φ250 Φ300 Φ350 Φ350 顶部排渣口径mm Φ80 Φ100 Φ100 Φ100 Φ125 Φ125 生产能力T/D 10-15 15-30 25-40 40-60 60-90 90-150 配套功率KW 22/4 30/4 37/4 55/4 75/4 90/4 三、工作原理 众所周知,再生纸浆中的杂质分轻杂质和重杂质两部分。传统型压力筛由上部进料,底部排渣,轻重杂质都通过整个筛选。当处理化学浆时,因浆中杂质的比重和质量一般都大于单根纤维,这种结构有利于减少杂质在设备内的停留时间。但当处理再生纸浆这种含有大量比重较小的轻杂质时,就会大大延长轻杂质在设备内的停留时间,而造成筛选效率的下降和加大转子同筛骨的磨损甚至损坏。 UV型压力筛采取底部进浆、底部排渣、顶部排清渣的升流式结构设计,有效地解决了上述问题。轻杂质与浆料中的空气自然升到顶部排渣口排出,重杂质一进入机体即可沉降到底部排出。这样,一方面有效地缩短了杂质在筛区内的停留时间,降低了杂质循环的可能性,提高了筛选效率;另一方面防止重杂质对转子和筛鼓造成的损坏,延长设备的使用寿命。 四、结构性能 1、筛鼓:精筛筛缝宽度HO.15mm的筛鼓使用射水切割技术在8mm厚的钢板上开槽,形成的圆孔和无毛刺槽口,不会像机械铣磨槽口一样产生应力及槽端裂缝。并可提供硬质镀铬工艺以提高抗磨损性能。 2、旋翼转子:精筛转子上装有3-4个旋翼,组装后严格校正平衡,使转子在高速旋转时不产生振动。转子安装在主轴上,旋翼通过丝杆安装在转子上,旋翼与筛鼓的间隙可以调整。粗筛转子采用鼓式外 装旋翼结构,并校正动平衡,这种结构可防止杂质缠绕转子影响设备正常工作。 3、外壳:由上盖和筒体组成,筒体下部设有切向进浆管,筒体中上部设有出浆管,上盖设有排渣口及冲洗水口。 4、传动装置:包括电机、皮带轮、V型带、皮带涨紧装置、主轴及轴承等。 五、特点与优点 (一)特点: 1、下部进浆,上部出浆避免交叉; 2、沉稳的底座开放式设计,便于维护和更换皮带、皮带轮。 3、大功率传动和密封装置可整体装卸,减少维护所需停机时间; 4、筛鼓和转子清洗、调节、检查和拆卸均很方便; 5、可配用各种类型筛鼓,如平纹、波纹筛鼓等; 6、根据浆料性质可配用各种型式的转子。 7、操作压力设计为875Kpa,可满足各种应用条件。 (二)优点 1、采用缝宽为0.15mm的精筛筛鼓,设置在粗筛之后,可有效去除浆中细小杂质及尺寸大于200um的油墨粒子,尤其值得注意是对浆中胶粘物的去除率可达90%以上,是目前国内外最为推崇的代替各种热分 散设备的新设备技术方法(关于缝筛筛选法同热分散法解决胶粘物问题的比较详见华南理工大学制浆造纸工程国家重点实验室陈嘉翔教授撰写的刊登在《纸和造纸》2000年第三期“缝筛代替分散机在废 纸系统的应用”一文)。 2、重杂质排入筛底部的重杂罐,防止转子与筛鼓磨损及损伤,减少停机时间; 3、轻杂质和空气从顶部尾浆口迅速排出; 4、筛选效率高,杂质在筛浆区停留时间短,显著降低杂质循环的可能性; 5、所需进浆压力低。 六、操作说明 1、试车 (1)首次开机前应彻底清洗管路,清洗后打开压力筛上盖,将进入压力筛所有杂质清除,关好上盖,并用手转动压力筛皮带轮数圈,确保无异常情况发生; (2)打开进、出浆管、排渣管阀门加入清水,待空气排净后关闭排渣阀门。打开密封水,使其压力高于进浆压力0.1-0.2MPa。 (3)点动压力筛电机,使压力筛短时旋转,确认无异常情况后,方可正式启动; (4)开动压力筛进料泵,逐渐调整至操作浓度; (5)调整排渣口阀门开至合适位置。 2、正常操作 (1)在正常操作时,如发现进浆管压力变大或出浆管压力减小时,表明筛板发生堵塞,此时应关闭送料泵及出浆管阀门,数秒后,启动送料泵,观察进出浆管压力变化是否正常,若仍不正常,应停机清 洗; (2)排渣管堵塞,应立即打开稀释水管阀门稀释直至排渣正常。 3、停机操作 (1)用清水或白水稀释压力筛内浆料; (2)关闭送料泵; (3)继续向压力筛内加水至派渣口有水排出后停止加水; (4)关闭压力筛电机。 七、设备安装 1、按季出土浇灌混凝土基础,予基础螺栓孔,养生; 2、将压力筛移到混凝土基础上找正,打开压力筛上盖,在外壳上法兰的加工面上用框式水平仪找正后二次灌浆固定; 3、配管应使进浆管、出浆管、排渣管有专门的管支架支承,不应该用压力筛作为支架,以免增加压力筛的荷重,各管线安装无管线内力; 4、进浆管、出浆管和排渣管的配管水平配置后,加弯头上立,超过压力筛的高度,然后水平或其他方向配置,以使压力筛保持充满状态。 5、排渣管的浓度高于来浆管,为防止堵塞在弯头及阀门前接1英寸白水或清水稀释管,其接法是45度顺浆流方向,稀释管水压高于来浆压力0.1-0.2MPa。 6、密封水管与清水管连接,水压高于进浆压力0.1-0.2MPa。 八、清洗与维护 (一)清洗 1、在压力筛发生堵塞时应对压力筛及时清洗。 2、打开压力筛上盖螺栓,将上盖提升起来移开,用水清洗压力筛内部,将浆团、浆渣取出,如不能达到清洗目的,需进行筛鼓拆卸工作。 3、筛鼓的拆卸用筛鼓的吊装工具固定在筛鼓上,用顶丝将筛鼓顶出,再用手拉葫芦吊筛鼓,吊装工具连同鼓筛一起吊出然后进一步清洗。 4、清洗完后将筛鼓装入,再将上盖盖上,用螺栓旋紧。 (二)维护 1、旋翼与筛鼓之间间隙的调整:旋翼用丝杆固定在旋翼转子上,调整旋翼丝杆的螺母,即可使旋翼与筛筒的间隙得以调整,旋翼转速越高则间隙越大,转速低则间隙小,筛选浓度大则间隙大,浓 度低则间隙小,筛选浓度在0.4-0.6%之间,间隙为1.5-2.5mm,筛选浓度1.5-3.5%时,间隙为4-6mm。 2、定期检查筛鼓的筛孔(缝)的磨损情况,并及时更换筛鼓。 3、定期检查填料密封的磨损情况并及时更换。 4、经常检查密封水、冲洗水的压力应高于来浆压力0.1-0.2MPa,否则予以停机处理。 5、定期从注油孔补充润滑脂。