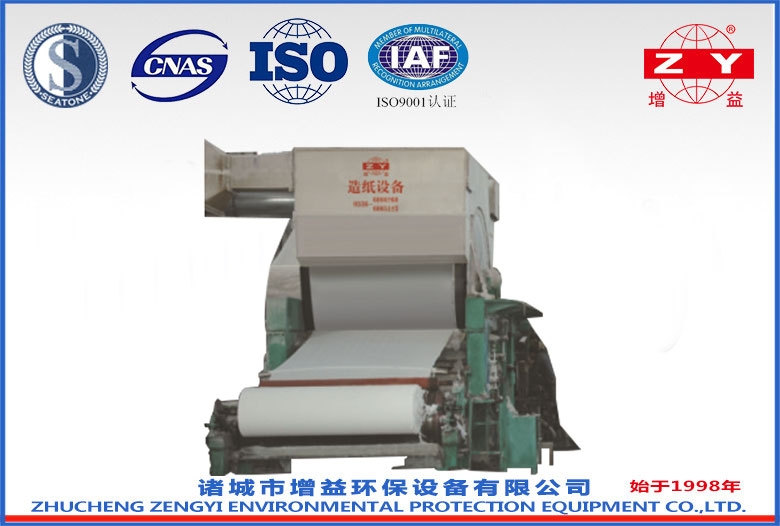
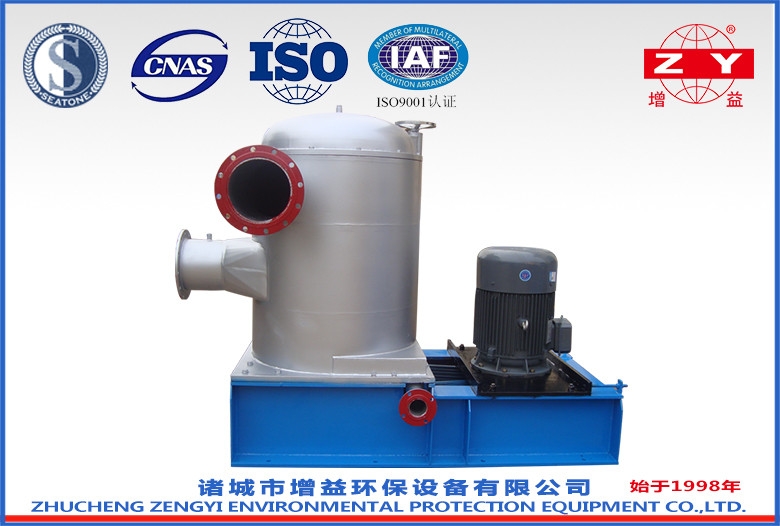
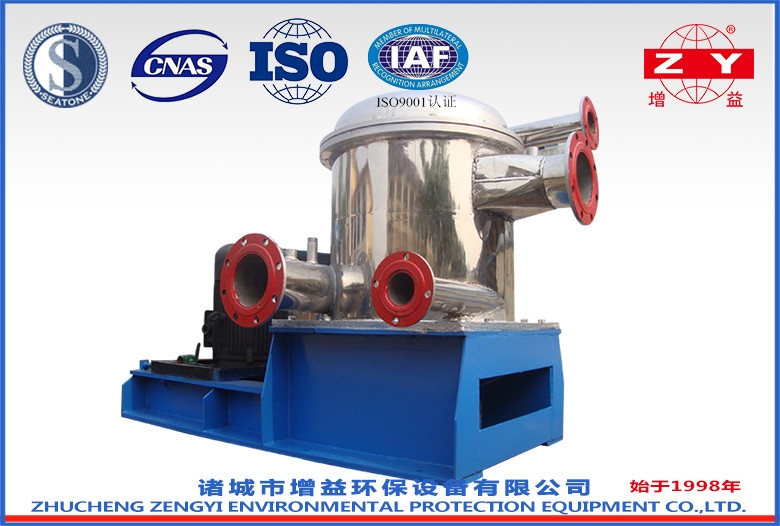
ZDPHΦ600高浓度磨浆机使用说明书 一、用途和适用范围 Φ600高浓度磨浆机,简称高浓磨,系采用强制式喂料的高浓度磨浆机。适用于化学浆、半化学机械浆、冷浸法高得率浆及纤维板料的研磨。 高浓磨对浆料的适用范围较广,无论是树种复杂,材性差异较大的浆料,还是木材加工后剩余的边角料,刨花,锯屑,浆渣及冷浸法苇片、稻麦草等。都能够以其较高的旋转线速度,适当地磨片间隙分离成为优质纤维。 高浓磨可以单台、多台串联获并联使用。 二、主要规格及技术参数 生产能力;全化学浆料及草浆∮600、20T/D 半化学木片浆及高得率浆∮600、15T/D 磨盘直径: 600mm 圆盘转速: 1480rPM 磨浆浓度: 20-50% 主电机功率:全化学浆 75KW 半化学浆 110KW 磨盘调整间隙: 0-7mm 移动磨盘形程(MAX) 40mm 急回杠形程(MAX) 40mm 喂料形式 ∮175mm单螺旋强制味料 喂料电机率: 2.2KW 喂料口尺寸: 200×195mm 出料口尺寸: 300×100mm zui大外形尺寸:(长×宽×高)3.02×0.85×0.95m(110KW) 2.90×0.73×0.95m(75KW) 整机重量: 3.5吨 三、主要结构及工作原理 高浓磨主要喂料系统、磨浆机、调整移动装置及电动机组成,其结构及工作原理如下: 1、喂料系统由电动机、三角皮带轮、减速器和喂料螺旋管组成。其传动方式是:通过异步电动机和三角皮带轮传动减速器并联动喂料、螺旋实现喂料,高浓磨的装机喂料转数位N=200r.P.m。用户可按工艺需要通过改变皮带传动速比的方法实现不同浆料需要的螺旋进料速度。 2、磨浆机主要磨室、固定盘座、磨片移动盘和主轴、前轴承、调整移动装置、后轴承和棒销联轴器等组成 其工作原理是通过主轴的拨料翼论将喂料螺旋管输送来的浆料(原浆料)甩向两圆盘中间磨片的破碎区;然后依靠移动圆盘2300M/mm的旋转线速度经粗,精磨区迅速将原浆料研磨精良的浆料经出料口排入贮浆池备用。 磨片按工艺条件区分有打浆和磨浆两种磨片按材质区分有冷激铸铁和铸钢两种,用户可根据工艺需要选用。 前后轴承内套可随主轴一起前后移动以满足调整磨盘间隙和更换磨片时的空间需要。 调整移动装置采用杠杆式结构,与前轴承联接。主要由杠杆机构和测微结构组成。磨浆时杠杆手柄与主轴呈垂直位置。此时,旋转微测机构的手轮。 通过调整螺套调节磨盘工作间隙。测微机构的刻度可直接测量出磨片的磨损程度和磨浆间隙。刻度盘的度值每格0.2mm,手轮旋转一周主轴移动3mm。 压下杠杆,可以迅速拉开移动圆盘40mm。以紧急处理磨浆过程中出现异常情况,移动装置中的两只弹簧可以缓冲磨浆过程中主轴及移动圆盘遭受到的意外冲击力。 更换磨片或检修时请停机拆开固定盘座操作法兰便可进行操作。磨座和盘室采用铰链式联接。 主轴与拨料翼轮的紧固螺纹为左螺纹,主轴的旋向应为左旋。 3、电动机 为适应用户的工艺需要,本机备有两种电机供选用。 ⑴用于研磨全化学浆或草类浆时请选用Y280S-4、75KW,1480r.P.m异步电机。 ⑵用于研磨半化学木片浆或高的率浆时请选用Y315S-4,110KW、1480r.P.m三相鼠笼型异步电动机。 4、电气 主电动机采用普通的自耦减压启动器。 四、吊运、安装于调整 1、高浓磨出厂前已经空料调试,经检验合格后,装箱出厂。 2、吊装时请用罗尼龙绳切勿用钢丝绳以免划伤机件。 3、基础板的安装 基础板的安装采用二次找正。二次灌浆的施工方法。初步找正,主要是定位,并进行一次灌浆待地脚螺栓的预留孔内灌入混凝土与基础毛面相平为止。第二次为调整,应使主机达到安装精度。 4、基础灌浆的水泥一般使用普通硅酸盐水泥,其标号不低于400号,调制的混凝土标号可按析基础混凝土的标号提高一级,不低于150号。 5、基础板一次灌浆,必须待混凝土的养生强度达设计强度的75%后方可进行二次找正。之后,进行第二次灌浆。二尺灌浆厚度应为25-50mm,zui后的检查和二次灌浆可与第二次找正同时进行。 6、安装时主机小心与基础板隔离,应整体安装并找正。 五、操作与使用 1、开机前的准备 ⑴仔细检查各讯转部件是否紧固。(包括磨盘上的扇形磨片的紧固螺栓、外壳等) ⑵检查喂料系统是否有金属等异物并应清除干净。 ⑶各轴承及喂料减速器应注好润滑油。 ⑷旋开填料函的冷却水阀门使之畅通。 ⑸旋开冲刷磨盘的冲洗管阀门。 ⑹设备安装后的一次试机之前,就检查电动机及电气柜的各项电气性能是否符合要求。 2、开机程序 ⑴抬起移动装置手柄逆时针旋转测微机构的手轮调整磨盘间隙保持在2mm以上。 ⑵启动主电机电气柜按钮。(注意主轴的旋向应为左旋) ⑶顺时针旋转测微机构的手轮使两只磨盘合拢,当磨室内发出轻微摩擦声后,在逆时针测微转手轮微量调节两磨盘间隙至所需要的工作间隙,然后锁紧螺母。 ⑷启动喂料电机,并控制进料口的来料量。 3、停机顺序 ⑴关闭喂料电机 ⑵有进料口通入清水冲洗磨腔3—5分钟。 ⑶关闭主电动机 ⑷关闭所有水阀门。 六、常见故障的排除方法 故障 产生原因 排除方法 主电动机的电流超负荷 1、进料量过大 2、料仓来料的浓度过大 3、磨片过钝 1、调整进料量,或在纤维质量允许的情况下,调大磨浆时间 2、调节进料口稀释水量 3、更换磨片 生产能力下降 主要由于细小纤维塞满磨片齿槽 压下杠杆手柄;使两磨盘开并立即恢复原位 纤维过粗 1、磨浆的浓度过低 2、磨浆的间隙过大 1、提高磨浆浓度 2、调整磨浆间隙适量 进料螺旋停转 1、料仓来料高于进料螺旋的喂料量。发生堵料停转 2、来料不规格。有过大过长的料块卡主螺旋叶片 3、有其它金属异物卡料 1平衡料仓和进料螺旋的输料能力 2、转动喂料螺旋,排除料块 3、如2方法取出异物,精选进料螺旋前的浆料。 磨盘停转 1、有过大的金属异物 2、出浆口的浆料排除不及时,积满磨室,刹住磨盘而产生停转现象 3、磨腔内浆料浓度过高浆料流动性差 1、停机排除异物之后,应检查设备的精度及性能变化。 2、立即旋开冲洗管截门并加水冲刷出浆口,严重时,必须打开固定盘座进行刷除处理 3、停机时,应随时注意磨室的声音变化如室内发生吭吭……之声是应立即冲洗磨室出浆口的积浆,以防磨盘停转 磨片损坏 1、金属异物进入磨区内 2、磨片齿纹磨损 1、停机,排除金属异物 2、定期更换磨片 3磨片在装机前应进行检验。防止材质及硬度不符合标准,而过早磨损磨片 七、主要配套设备及标准明细表 名称 规格及型号 数量 配套部位 异步电动机 (Y280S-4-75KW) W315S-4-110KW 1 主机 配电柜 1 异步电动机 Y112M-6-2.2KW 1 进料螺旋 磨片 A、B、C、D型 1 ∮600磨浆机 单列向心 推力轴承 46115 2 喂料减速器 206 2 推力向心对称 球面滚子轴承 9069418 1 前轴承 双列向心球面滚子轴承 3619 1 前轴承 3617 1 后轴承 三角胶带 A-1000线绳结构 5 进料螺旋 八、易损件明细表 图号 名称及规格 数量 材料 装配部位 ZDPH-1-2 螺旋轴 1 焊接件 进料螺旋 ZDPH-1-3 防滑键(1) 3 35 ZDPH-1-6 防滑键(11) 3 35 ZDPH-2-5 翼轮 1 QT45-5 磨浆机 ZDPH-2-16 水环 1 ZQSn5-6-3 ZDPH-2-18 轴承 1 ZQSn6-6-3 磨片 1 冷激铸铁或铸钢 ZDPH-23-5 棒销 8 尼龙6 棒销联轴器 序号 代号 名称 型号及规格 数量 1 M1 主机电动机 Y315S-4/110KW△接1490转/分380V 1 2 M2 辅机电动机 Y100L2-4 3KW 380KW 1 3 KM1 交通接触器 CJ12-250B-380V 1 4 KM2 交流接触器 CJ12-150/5-380V 1 5 KM3 交流接触器 CJ10-20-380V 1 6 KA 中间接触器 JZT-44-380V 1 7 KT 时间继电器 JJSK2-2A-380V 1 8 FR1 热继电器 JRO-20/3 5A 1 9 FR2 热继电器 JRP-20/3 6A 1 10 QS 空气开关 DZ-250/33脱扣230A 1 11 FU1 熔断器 RL1-15/6 3 12 FU2 熔断器 RL1-15/6 4 13 FU3 熔断器 RL1-15/2 1 14 FU4 熔断器 RL1-15/2 2 15 V 交流电压表 59L1-V0-450 1 16 A 交流电压表 59L1-V0-300 1 17 TA 电流互感器 LMK1-0.5 380/5 3 18 SB A控制按钮 LA19-11D红 2 19 SB A控制按钮 LA19-11D绿 2 20 SB 控制按钮 LA19-11D黄 1 21 T 信号灯变压器 BKC-25 VA380/6.3V 1 22 TM 自耦变压器 110KW 1